
Ce n'est pas un WG "super" constant, le WG300, les Soma+ADC eux le sont quasi parfait si bien intégrés.
le Nylon12 en MJF ou SLS c'est utile si tu ne veux pas du tout faire de finition sinon le PLA est plus intéressant en prix.
Dans certains cas on a besoin du MJF quand la pièce n'est pas possible en PLA ou CNC bois, ça arrive mais tu en es loin.
Le FDM (PLA) nécessite un peu de finition, mais tu pourrais faire usiner dans la façade en demandant à wakeup2, il a une super CNC XXL.
C'est plus simple je trouve, ensuite on colle un bout du pav imprimé en PLA, ou MJF si tu veux ce rendu, derrière pour faire le raccord/profondeur et voila.
 |
|
|
Modérateurs: Modération Forum DIY, Modération Forum Installations, Le Bureau de l’Association HCFR • Utilisateurs parcourant ce forum: metal64, Noricha, phil974, The Filtering Lab et 22 invités
Les enceintes ( hors caissons qui ont un forum à part )
2 voies filtrage actif à base de 8" + SB26ADC / guide d'onde
![]() » 08 Mar 2023 20:21
» 08 Mar 2023 20:21
- speedbad
- Messages: 3686
- Inscription Forum: 13 Fév 2005 5:12
- Localisation: IdF
-
![]() » 08 Mar 2023 21:16
» 08 Mar 2023 21:16
Si le somasonus vaut vraiment le coup ce serait bête de faire les choses à moitié. Concernant le cnc dans la façade, tu veux dire creuser sur (mettons) 30mm dans la façade et compléter à l'arrière avec une impression ?
- Enness
- Messages: 41
- Inscription Forum: 01 Déc 2021 13:13
-
![]() » 08 Mar 2023 21:43
» 08 Mar 2023 21:43
Une pièce d'adaptation comme sur la bounty. On peut te filer le 3d. Sbacoustic m'avait filé les cotes exactes
- androuski
- Messages: 23168
- Inscription Forum: 14 Mar 2007 14:43
- Localisation: C'est un trou, mais rempli de pinard, donc ça me va.
-
![]() » 08 Mar 2023 22:01
» 08 Mar 2023 22:01
C'est sympa, pourquoi pas  je vais regarder sur le fil de la Bounty, que j'ai déjà parcouru puisque vous aviez testé des 8" en pagaille.
je vais regarder sur le fil de la Bounty, que j'ai déjà parcouru puisque vous aviez testé des 8" en pagaille.
A suivre : )
je vais regarder sur le fil de la Bounty, que j'ai déjà parcouru puisque vous aviez testé des 8" en pagaille.A suivre : )
- Enness
- Messages: 41
- Inscription Forum: 01 Déc 2021 13:13
-
![]() » 08 Mar 2023 22:14
» 08 Mar 2023 22:14
Je crois que le fichier est dispo sur le fofo sur un des fils dédié à la Bounty
Moi j'ai tout paumé suite au crash de mon ordi.
C'est con hein ? Enfin : je suis con. Pas de sauvegarde. Bim.
Moi j'ai tout paumé suite au crash de mon ordi.
C'est con hein ? Enfin : je suis con. Pas de sauvegarde. Bim.
- androuski
- Messages: 23168
- Inscription Forum: 14 Mar 2007 14:43
- Localisation: C'est un trou, mais rempli de pinard, donc ça me va.
-
![]() » 09 Mar 2023 0:15
» 09 Mar 2023 0:15
Enness a écrit:Si le somasonus vaut vraiment le coup ce serait bête de faire les choses à moitié. Concernant le cnc dans la façade, tu veux dire creuser sur (mettons) 30mm dans la façade et compléter à l'arrière avec une impression ?
Yes c'est ça
- speedbad
- Messages: 3686
- Inscription Forum: 13 Fév 2005 5:12
- Localisation: IdF
-
![]() » 11 Mar 2023 23:39
» 11 Mar 2023 23:39
Je mets là le PS d'un ADC, je dis un car il y a trop de différence pour faire un Phase plug qui ne finissent pas dans la membrane, j'ai pris les dim d'Alex pour le moment mais je testerai le montage sur un ADC décédé (merci Kro).

Ce n'est pas un simple Phase shield mais bien une vrais piece de phase qui reconstruit le front d'onde, la partie blanche est la sortie d'un "chemin" d'une longueur déterminé avec une entrés à un endroit stratégique et une sortie pas choisi au hazard non plus.
C'est donc excessivement proche de la membrane, c'est la hauteur de dôme est crucial du-coup.
En gros un peu comme une pièce de phase de compression, le seul moyen de le réaliser est une impression MJF au Nylon 12
Ce n'est pas un simple Phase shield mais bien une vrais piece de phase qui reconstruit le front d'onde, la partie blanche est la sortie d'un "chemin" d'une longueur déterminé avec une entrés à un endroit stratégique et une sortie pas choisi au hazard non plus.
C'est donc excessivement proche de la membrane, c'est la hauteur de dôme est crucial du-coup.
En gros un peu comme une pièce de phase de compression, le seul moyen de le réaliser est une impression MJF au Nylon 12
- speedbad
- Messages: 3686
- Inscription Forum: 13 Fév 2005 5:12
- Localisation: IdF
-
![]() » 12 Mar 2023 0:01
» 12 Mar 2023 0:01
Punaise... c'est beau en plus d'être utile ! 
- Alex.H
- Messages: 2477
- Inscription Forum: 20 Nov 2015 21:13
-
![]() » 12 Mar 2023 2:45
» 12 Mar 2023 2:45
ha aussi, j'ai pu déscendre le coverage à 100° réel et CD, ce qui est fermé pour un tweeter dans un wg, les somas ouvrent bien plus et pas parfaitement CD.
Une courbe 45° marche mais assez curieusement le tweeter ne veut pas y aller, il perd alors son comportement "full" CD, il reste à 100° un temps puis passe à 90° haut mais toujours dans la zone de contrôle du WG.
J'ai un D3004 6640 qui traine tout seul et une central à faire, sachant que ScanSpeak fournis tous les step de ses tweeter… la messe est dite ^^.
Une courbe 45° marche mais assez curieusement le tweeter ne veut pas y aller, il perd alors son comportement "full" CD, il reste à 100° un temps puis passe à 90° haut mais toujours dans la zone de contrôle du WG.
J'ai un D3004 6640 qui traine tout seul et une central à faire, sachant que ScanSpeak fournis tous les step de ses tweeter… la messe est dite ^^.
- speedbad
- Messages: 3686
- Inscription Forum: 13 Fév 2005 5:12
- Localisation: IdF
-
![]() » 14 Mar 2023 6:43
» 14 Mar 2023 6:43
Hello, j'ai trouvé cette adresse https://craftcloud3d.com/upload qui propose des bon prix : PLA noir remplissage 40% à moins de 60e les deux, ou 20% à moins de 50e les deux, avec ou sans PS :
40% :
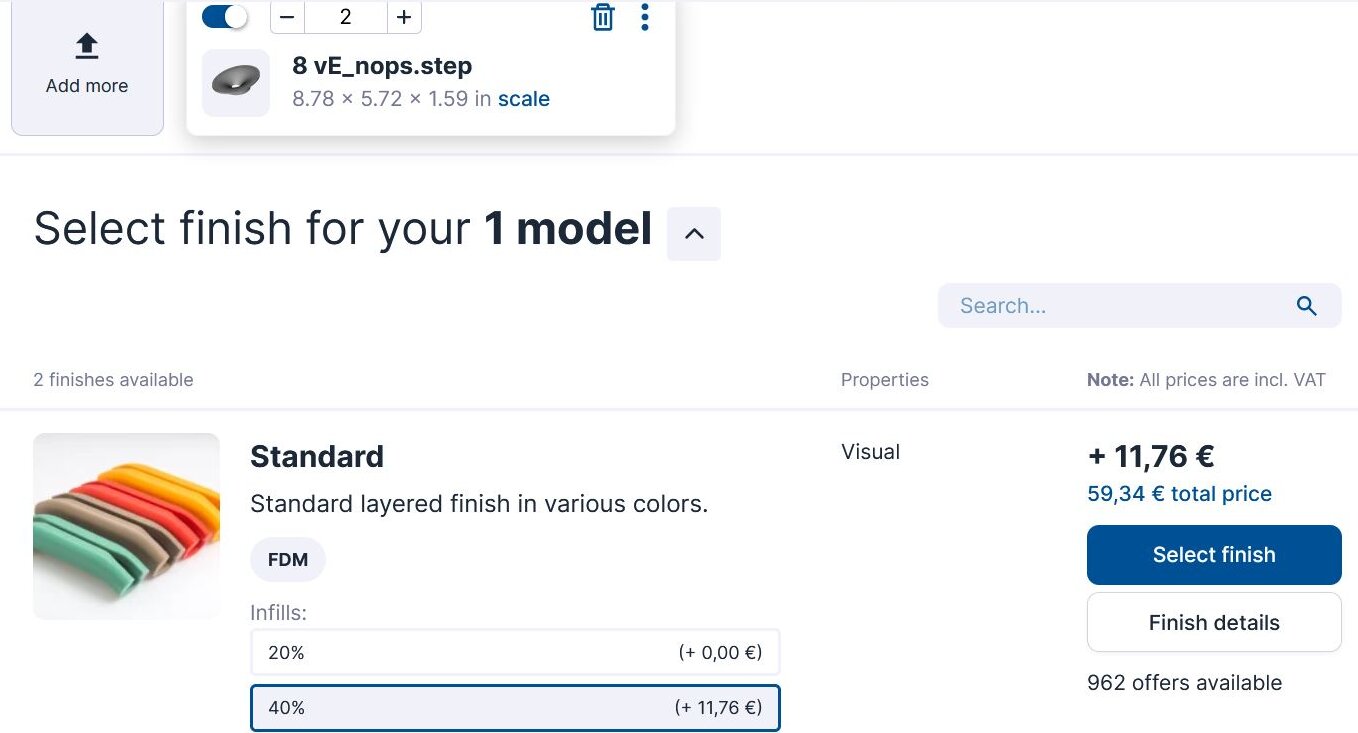
20% :
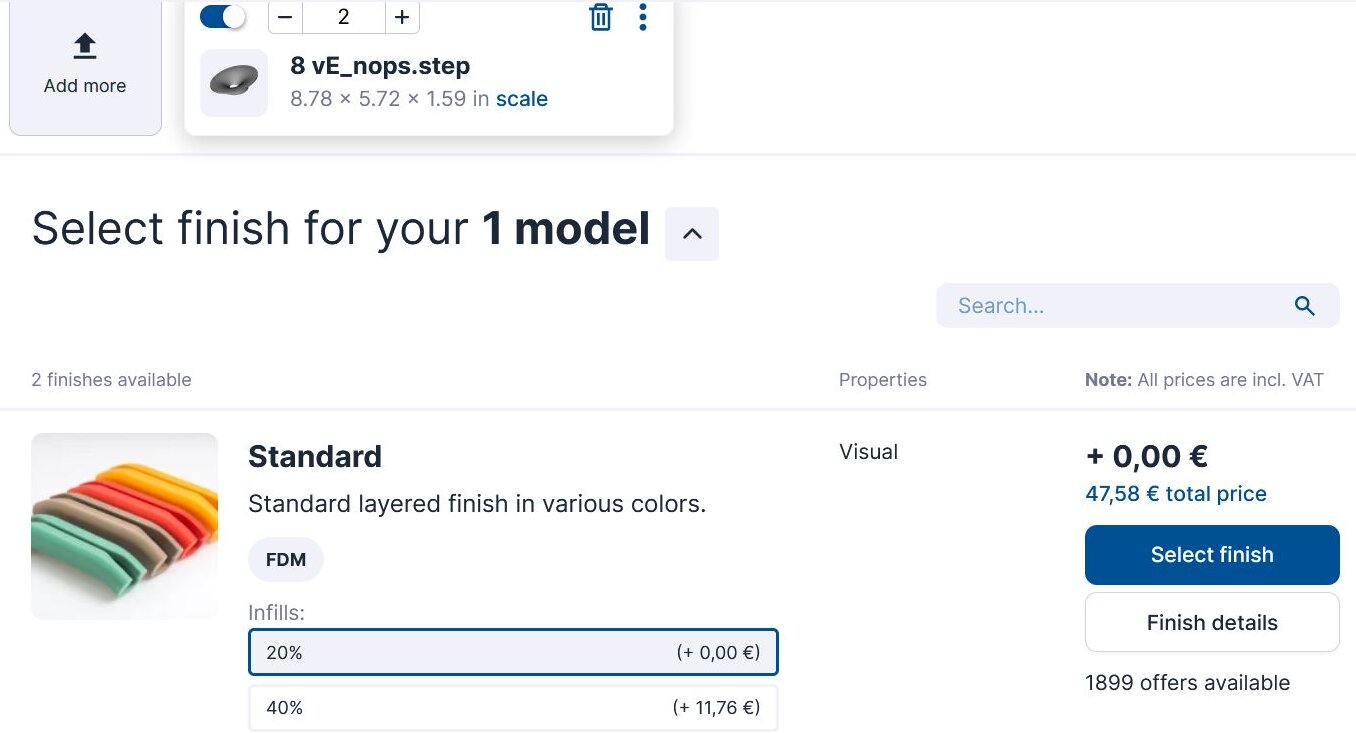
Cette fois je crois que je me suis pas planté c'est bien en mm... euh en inch
C'est imprimé en france chez https://a2n-impression3d.com/ dans le 60. Faites passer la bonne nouvelle (c:
40% :

20% :

Cette fois je crois que je me suis pas planté c'est bien en mm... euh en inch
C'est imprimé en france chez https://a2n-impression3d.com/ dans le 60. Faites passer la bonne nouvelle (c:
Dernière édition par Enness le 14 Mar 2023 7:16, édité 1 fois.
- Enness
- Messages: 41
- Inscription Forum: 01 Déc 2021 13:13
-
![]() » 14 Mar 2023 7:07
» 14 Mar 2023 7:07
20% ou 40% de remplissage, ou plus?.. Je suis preneur de vos conseils.
'N'avez qu'un mot à dire et je bondis
'N'avez qu'un mot à dire et je bondis
- Enness
- Messages: 41
- Inscription Forum: 01 Déc 2021 13:13
-
![]() » 14 Mar 2023 12:54
» 14 Mar 2023 12:54
S'il y a la possibilité de choisir le nombre de périmètres (qui détermine l'épaisseur de la paroi) il serait profitable qu'il y en ait 4 ou 5 avec un remplissage interne de 20% voir 25%.
Sinon 60% c'est un luxe que tu peux te permettre si tu le souhaites mais c'est surtout l'épaisseur des parois qui rend la chose "solide". Après il ya aussi la hauteur des couches d'impression. des couches en 0,10 ou 0,15 pour un pavillon donneront un meilleur rendu qu'en 0,2 et bien meilleur qu'en 0,3mm. cela permettra aussi d'avoir un peut moins de post-traitement à réaliser (masticage, ponçage, apprêt, ponçage, peinture, ponçage, etc.)
Si on te propose uniquement un choix de % de remplissage, c'est qu'il doit y avoir un autre choix que le "standard" et il faut donc savoir en détail à quoi correspond celui-ci !
Aussi, peut-être devrais-tu contacter directement le sous-traitant français... a2n... non ?
Sinon 60% c'est un luxe que tu peux te permettre si tu le souhaites mais c'est surtout l'épaisseur des parois qui rend la chose "solide". Après il ya aussi la hauteur des couches d'impression. des couches en 0,10 ou 0,15 pour un pavillon donneront un meilleur rendu qu'en 0,2 et bien meilleur qu'en 0,3mm. cela permettra aussi d'avoir un peut moins de post-traitement à réaliser (masticage, ponçage, apprêt, ponçage, peinture, ponçage, etc.)
Si on te propose uniquement un choix de % de remplissage, c'est qu'il doit y avoir un autre choix que le "standard" et il faut donc savoir en détail à quoi correspond celui-ci !
Aussi, peut-être devrais-tu contacter directement le sous-traitant français... a2n... non ?
Dernière édition par Alex.H le 14 Mar 2023 13:35, édité 1 fois.
- Alex.H
- Messages: 2477
- Inscription Forum: 20 Nov 2015 21:13
-
![]() » 14 Mar 2023 13:26
» 14 Mar 2023 13:26
En gros, pour simplifier, l'idéal pour ta chose serait :
Avec une buse de 0,4mm :
Remplissage de 20 à 30% (minimum 15%)
Hauteur de couche de 0,10 mm (sinon 0,15max) [en 0,2 c'est possible aussi mais demandera donc plus de post-traitement)
Nombre de périmètre : 5 (minimum 3)
épaisseur de surface plane inférieure et supérieure de 2mm à 3mm. (minimum 1,2mm)
Ces 2 derniers points c'est donc pour assurer une bonne solidité à ta pièce et cela limite aussi les potentielles déformations liées au climat (la chaleur en gros).
Pour les pièces "fonctionnelles" le taux de remplissage serait plutôt de 60 à 80% avec un périmètre plus étendu à 7 par exemple. Mais un pavillon, ça ne bouge pas, ne fait pas parti d'un mécanisme...donc surface dure et remplissage de base suffisent.
(Pour les remplissages à 100% c'est surtout si l'on veut obtenir un maximum de densité/poids. assez rarement utilisé en impression.)
[Edit : j'ai ajouté les minimums pour que ta pièce soient tout de même de qualité et qui offrira certainement le meilleur RQP)
Avec une buse de 0,4mm :
Remplissage de 20 à 30% (minimum 15%)
Hauteur de couche de 0,10 mm (sinon 0,15max) [en 0,2 c'est possible aussi mais demandera donc plus de post-traitement)
Nombre de périmètre : 5 (minimum 3)
épaisseur de surface plane inférieure et supérieure de 2mm à 3mm. (minimum 1,2mm)
Ces 2 derniers points c'est donc pour assurer une bonne solidité à ta pièce et cela limite aussi les potentielles déformations liées au climat (la chaleur en gros).
Pour les pièces "fonctionnelles" le taux de remplissage serait plutôt de 60 à 80% avec un périmètre plus étendu à 7 par exemple. Mais un pavillon, ça ne bouge pas, ne fait pas parti d'un mécanisme...donc surface dure et remplissage de base suffisent.
(Pour les remplissages à 100% c'est surtout si l'on veut obtenir un maximum de densité/poids. assez rarement utilisé en impression.)
[Edit : j'ai ajouté les minimums pour que ta pièce soient tout de même de qualité et qui offrira certainement le meilleur RQP)
- Alex.H
- Messages: 2477
- Inscription Forum: 20 Nov 2015 21:13
-
![]() » 14 Mar 2023 17:42
» 14 Mar 2023 17:42
Merci Alex pour ces détails, c'est très interessant  je ne connaissais pas du tout ces paramètres de hauteur de couche et nombre de périmètre. Je pensais que le modèle .step et le remplissage définissaient tout. Je vais demander à a2n la nature de leur option "PLA" selon ces critères.
je ne connaissais pas du tout ces paramètres de hauteur de couche et nombre de périmètre. Je pensais que le modèle .step et le remplissage définissaient tout. Je vais demander à a2n la nature de leur option "PLA" selon ces critères.
D'ici peu je mettrai sur la table toutes les options de création de ce WG et les prix de revient pour chacune pour faire le tri.
D'ici peu je mettrai sur la table toutes les options de création de ce WG et les prix de revient pour chacune pour faire le tri.
- Enness
- Messages: 41
- Inscription Forum: 01 Déc 2021 13:13
-
![]() » 14 Mar 2023 19:19
» 14 Mar 2023 19:19
Pour ce que ça vaut, une trad de leur description du PLA vs PTEG:
PLA:
"L'acide polylactique est un polymère thermoplastique dérivé de ressources renouvelables. Cette caractéristique le distingue des autres plastiques couramment utilisés. Le matériau PLA est idéal pour le prototypage à faible coût, les jouets à faible usure, les pièces fonctionnelles soumises à des charges légères et les conteneurs. Le processus d'impression - Une extrudeuse dépose du plastique fondu sur une plate-forme de construction, couche par couche, jusqu'à ce que le modèle soit créé. Le processus d'impression crée des joints visibles entre les couches.
Flexibilité 2/5
Niveau de détail 3/5
Liberté de conception 4/5
Post-traitement 3/5
PETG:
Le PETG est un plastique dont la résistance et la durabilité sont similaires à celles de l'ABS, mais qui n'est pas nocif pour la santé humaine. Ce matériau est à la fois résistant aux produits chimiques et à l'usure, mais il peut également être utilisé à l'extérieur et dans le domaine alimentaire. Le PETG est fabriqué à partir de l'une des matières synthétiques les plus courantes, le polyéthylène téréphtalate (PET), qui est modifié avec du glycol. Par conséquent, le PETG est beaucoup plus résistant, plus rigide, plus clair et plus facile à utiliser dans l'impression 3D que le PET.
Propriétés techniques
Résistance à la traction 45 - 50 MPa
Module de résistance à la traction 1650 - 3100 MPa
Allongement à la traction 24 - 28%
Résistance à la flexion 68 - 72 MPa
Module de flexion 1600 - 2100 MPa
HDT (0,45 MPa) 70°C"
Les deux options sont les moins chères, et côté cosmétique elles peuvent être teintes en noir.
EDIT: Je relis le commentaire de Alex plus haut, en effet le PETG a l'air plus adapté, et moins cher... Pour la cosmétique je suis pas trop regardant, je peux faire un peu de finition si besoin.
PLA:
"L'acide polylactique est un polymère thermoplastique dérivé de ressources renouvelables. Cette caractéristique le distingue des autres plastiques couramment utilisés. Le matériau PLA est idéal pour le prototypage à faible coût, les jouets à faible usure, les pièces fonctionnelles soumises à des charges légères et les conteneurs. Le processus d'impression - Une extrudeuse dépose du plastique fondu sur une plate-forme de construction, couche par couche, jusqu'à ce que le modèle soit créé. Le processus d'impression crée des joints visibles entre les couches.
Flexibilité 2/5
Niveau de détail 3/5
Liberté de conception 4/5
Post-traitement 3/5
PETG:
Le PETG est un plastique dont la résistance et la durabilité sont similaires à celles de l'ABS, mais qui n'est pas nocif pour la santé humaine. Ce matériau est à la fois résistant aux produits chimiques et à l'usure, mais il peut également être utilisé à l'extérieur et dans le domaine alimentaire. Le PETG est fabriqué à partir de l'une des matières synthétiques les plus courantes, le polyéthylène téréphtalate (PET), qui est modifié avec du glycol. Par conséquent, le PETG est beaucoup plus résistant, plus rigide, plus clair et plus facile à utiliser dans l'impression 3D que le PET.
Propriétés techniques
Résistance à la traction 45 - 50 MPa
Module de résistance à la traction 1650 - 3100 MPa
Allongement à la traction 24 - 28%
Résistance à la flexion 68 - 72 MPa
Module de flexion 1600 - 2100 MPa
HDT (0,45 MPa) 70°C"
Les deux options sont les moins chères, et côté cosmétique elles peuvent être teintes en noir.
EDIT: Je relis le commentaire de Alex plus haut, en effet le PETG a l'air plus adapté, et moins cher... Pour la cosmétique je suis pas trop regardant, je peux faire un peu de finition si besoin.
- Enness
- Messages: 41
- Inscription Forum: 01 Déc 2021 13:13
-
|
|
